Liquid Phase Sorption Enhanced Reaction Process
SMBR - Production of Green Fuels, Aditives and Solvents
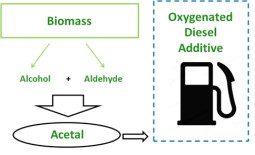
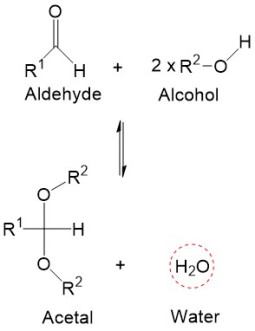
There is an interest worldwide, from the environmental point of view, in use bio-derivable compounds for the synthesis of valuable products such acetals. Ethanol, that can be produced from natural resources such as sugar cane, is therefore one of the main candidates. Additionally, other bio-derivable reactants such as 1-butanol, acetaldehyde and butyraldehyde present also a great potential. The reactants conversion of equilibrium limited reactions, such acetalization, can be enhanced by using integrated reaction and separation processes to displace the chemical equilibrium to the products side. These integrated systems are one of the most important components of process intensification leading to cheaper, safer and sustainable technologies. The integration of chemical reaction in an adsorption based separation unit, such as the Simulated Moving Bed Reactor (SMBR), has proved to be a competitive and environmental friendly solution for production of oxygenated compounds. This technology was already successfully applied for the production of acetals (diethylacetal (DEE), dimethylacetal (DME) and dibutylacetal (DBE)) and an ester (ethyl lactate (EL)) avoiding problems of azeotrope formation in reactive distillation (RD), and resulting in almost 100% conversion and high products purity (desorbent free basis).

N.S. Graça, L.S. Pais, V.M.T.M. Silva, A.E. Rodrigues. Analysis of the synthesis of 1,1-dibutoxyethane in a simulated moving-bed adsorptive reactor. Chemical Engineering and Processing: Process Intensification, 50, 1214-1225, 2011
N.S. Graça, L.S. Pais, V.M.T.M. Silva, A.E. Rodrigues. Oxygenated biofuels from butanol for diesel blends: Synthesis of the acetal 1,1-dibutoxyethane catalyzed by amberlyst-15 ion-exchange resin. Industrial and Engineering Chemistry Research, 49, 6763-6771, 2010
C.S.M. Pereira, P.S. Gomes, G.K. Gandi, V.M.T.M. Silva, A.E. Rodrigues. Multifunctional reactor for the synthesis of dimethylacetal. Industrial and Engineering Chemistry Research, 47, 3515-3524, 2008
V.M.T.M Silva, A.E. Rodrigues. Novel process for diethylacetal synthesis. AIChE Journal, 51, 2752-2768, 2005
SMBR - Isomerization and separation of Xylene Isomers
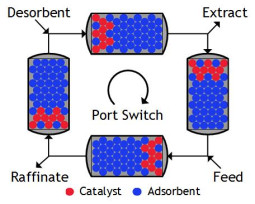
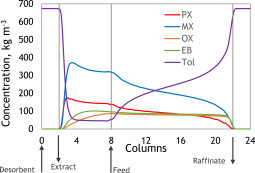
The production of p-xylene is normally carried out through separation in liquid phase and isomerization in gas phase, where p-xylene is produced from the other isomers and recycled back to the separation unit. In order to reduce the energy consumption due to recycling and gas phase treatment, an alternative rises by joining separation and isomerization in the same unit in liquid phase. A Simulated Moving Bed Reactor (SMBR), based on the current technology used for separation of p-xylene, provides a simultaneous adsorption and reaction process where p-xylene is produced at a higher yield. By using an appropriate arrangement of adsorbent and catalyst, one can overcome the thermodynamic equilibrium constraints of xylene isomerization and reduce raw material and energy consumption. Said arrangement may be reactors and adsorbent chambers separated or an appropriate mixture of catalyst and adsorbent, within the same chambers, provided that an acceptable purity is obtained.

J.C. Gonçalves, A.E. Rodrigues. Simulated moving bed reactor for p-xylene production: Dual-bed column. Chemical Engineering and Processing, 104, 75-83, 2016
J.C. Gonçalves, A.E. Rodrigues. Simulated moving bed reactor for p-xylene production: Adsorbent and catalyst homogeneous mixture. Chemical Engineering Journal, 258, 194-202, 2014
M. Minceva, P. Sá Gomes, V. Meshko, A. E. Rodrigues. Simulated moving bed reactor for isomerization and separation of p-xylene. Chemical Engineering Journal, 140, 305–323, 2008
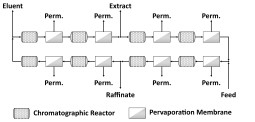
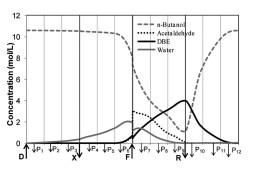
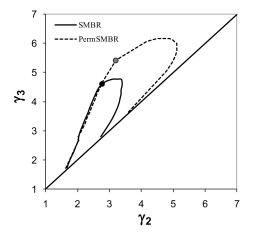
PermSMBR - Production of Acetals and Esters
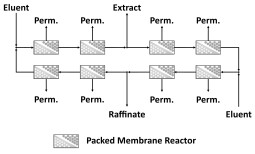
Reactive distillation columns, chromatographic reactors and membrane reactors are the most representative multifunctional reactors developed under the advanced principles of Process Intensification. These hybrid technologies are particularly effective for systems comprising severe thermodynamic limitations associated with the reaction (chemical equilibrium) and separation (for instance, the formation of azeotropes) steps, being widely recognized by their ability to significantly increase the process productivity and decrease its energy consumption. Nevertheless, new reactive separation technologies still must be conceptualized to address the challenges imposed by complex chemical manufacturing processes. In this context, our Laboratory developed and patented a Simulated Moving Bed Membrane Reactor, the PermSMBR, which combines chemical reaction, adsorption and membrane permeation in a single equipment. Through this Process Intensification strategy the separation of target products can be further extended or, alternatively, several species can be separated simultaneously through the different techniques applied, enhancing the thermodynamic equilibrium displacement and the overall process performance. This new technology has demonstrated to be an extremely efficient and competitive alternative to conventional industrial processes in diverse areas including the production of oxygenated fuel additives (DEE and DBE), “green” solvents (Ethyl Lactate) and important commodity chemicals (Butyl Acrylate).
C.S.M. Pereira, V.M.T.M. Silva, A.E. Rodrigues. Coupled PermSMBR - Process design and development for 1,1-dibutoxyethane production. Chemical Engineering Research and Design, 92, 2017-2026, 2014
C.S.M. Pereira, V. Silva, A.E. Rodrigues. Green Fuel Production Using the PermSMBR Technology. Industrial & Engineering Chemistry Research, 51, 8928-8938, 2012
V.M.T.M. Silva, C.S.M. Pereira, A.E. Rodrigues. PermSMBR - A new hybrid technology: Application on green solvent and biofuel production. AIChE Journal, 57, 1840-1851, 2011
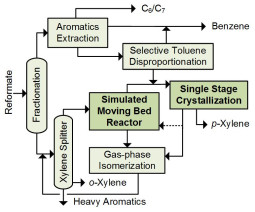
Hybrid Processes - Xylenes Isomerization and Separation
The Simulating Moving Bed (SMB) is a technology where a difficult separation is turned into a two easier separations; normally, the two separations are carried out by distillation to recycle back the desorbent. However, sometimes it is preferred to obtain a lower purity by the SMB – or by the Simulated Moving Bed Reactor (SMBR) – to be further purified by another unit, somehow reducing the energy consumption within the distillation columns. Based on the higher melting point of p-xylene, a crystallization unit can be used to further purify the final product. Clearly, the operating temperature of the crystallization unit plays an important role in these configurations, a higher temperature reduces costs but the raffinate shall be sent back to the SMBR. In the end, it is the optimization of the aromatics complex operation costs what will determine the most suitable option.
J.C. Gonçalves, A.E. Rodrigues. Revamping an Existing Aromatics Complex with Simulated Moving-Bed Reactor for p-Xylene Production. Chemical Engineering & Technology, 38, 2340-2344, 2015